heyy frieends!
Otra vez mas volvemos a la carga con una nueva entrada, la ultima entrada teórica, pero no os asustéis amigetees que esto para nada os desanime, simplemente es la ultima de esta evaluación así que no os echéis a llorar y no os pongáis melancólicos porque esto no acaba aquí.
hoy os voy a hablar sobre una parte del mecanizado básico mas practico, el cual os aportara una buena base para poder desenvolveros dentro del taller y poder plasmar esas ideas o ñapas que tenis en vuestra cabezita, las cuales no sabéis como llevar a la practica, ya que después de pensar y dibujar nos toca la parte de crear. Como siempre os daré un indice, en el que podáis guiaros y ver los apartados sobre los que vamos a hablar:
INDICE
1 Trazado
1.2.Sistemas y herramientas de control dimensional
2.Limado
2.2.Como distinguimos el grado de corte de las limas
2.3.Limpieza de la lima
2.4.Tipos de limas
2.5.Proceso de limado
3.Serrado manual
3.1.Herramientas serrado
3.2.Hojas serrado
3.3.Montaje de la hoja
3.4.Proceso de serrado
4.Taladrado
4.1.Herramientas taladrado
4.2.Tipos de sistemas de arrastre
4.3.Herramientas de corte
4.5.Afilado de brocas
4.6.Sistema de sujeción del útil
4.7.Sujeción piezas en el taladro
4.8.Medidas de seguridad
5.Roscado
5.1.La rosca
5.2.Herramienta de roscado
5.3,Rosca hembra
5.4.Rosca macho
5.5.Sistemas principales de rosca
1 TRAZADO
El arte de trazar es básicamente hacer una linea sobre un material, la cual nos ara de guía a la hora de realizar los diferente procesos de mecanización que necesitemos, para realizar dichas rayas, deberemos estar en posesión de unos útiles los cuales explicare ahora, pero primero os explicare dos formas de trazar sobre las piezas:
-Trazado en plano: Tan fácil como hacer una linea recta sobre un material plano con ayuda de una regla y un trazador (el trazador lo podemos definir como un bolígrafo con una punta de extremada dureza para poder rayar los materiales).

-Trazado al aire: Es el que se realiza simultáneamente sobre varias caras de la pieza o sobre una sola cara apoyándose siempre en una superficie de referencia (mármol)
(se podrá realizar ya sea en superficie plana curva o circular)
este trazado lo realizaremos con un gramil como el que podéis ver en la foto

1.1.HERRAMIENTAS TRAZADO
Rotuladores permanentes: con ellos conseguimos marcar con bastante facilidad pero pecan en que se borran con facilidad a la hora de trabajar los metales.

Buril-trazador: No es mas que una herramienta con una punta de mayor resistencia que la de los metales que vayamos a trazar.

Gramil: es un instrumento de trazado y de precisión, que se compone de una base de fundición
perfectamente plana en su cara de apoyo, provisto de un vástago vertical graduado milimétricamente
llamado nonio (fijo o abatible), por el que se desliza una abrazadera o manguito, también dividida, que sujeta a la punta de trazar. Permite trazar líneas a distintas alturas paralelas al mármol, de corte en referencia a una orilla o superficie

Granetes: Son instrumentos de acero templado tienen una punta con la cual al dar un golpe sobre su base contraria hincando la punta sobre una superficie obtenemos un punto que nos puede servir de referencia o de punto de apoyo para una broca.

Marcadores: sirven para marcar letras, números, símbolos, etc. Colocandolo en horizontal y con un solo golpe marcamos el metal con la letra o número que queramos.

El compás: Se utiliza para el trazado de circunferencias, arcos de circunferencias,etc..

Guías que nos ayudan en el trazado como:
regla:

escuadra simple o con solapa:

Calzos: están fabricados con fundición gris perlática, sus caras son paralelas entre sí y contienen superficies inclinadas formando 90º, donde apoyaremos las piezas cilíndricas como ejes a la hora de su trazado.

Barnices de trazado:Los barnices de trazado se usan para pintar o cubrir las superficies de las piezas que vamos a trazar, ya que la superficie de las piezas suele ser brillante y cuesta ser rayada, con estos barnices se pueden realizar trazos duraderos. hay distintos tipos:
-Diluciones de colores.
-Sulfato de cobre en polvo diluido en agua.
-Blanco de España en polvo con cola diluida en agua.
-Azul de Prusia en polvo diluido en alcohol y disueltos en goma laca.


1.2.SISTEMAS Y HERRAMIENTAS DE CONTROL DIMENSIONAL
Debemos saber que para realizar una medida lo podemos hacer de forma directa (con un calibre por ejemplo) o de manera indirecta o por comparación (sería con la ayuda de una escuadra o de un calibre pasa o no pasa).
Teniendo en cuenta esto, comencemos con las herramientas mas simples y sencillas.
MEDIDAS DE LONGITUD
reglas:
Calibre o pie de rey: instrumento que nos servirá para medir interiores exteriores y profundidades de diferentes piezas suele medir en centímetros y en fracciones de milímetros .

micrómetro: Mide micras de milímetro exactas.

Calibres pasa y no pasa: utilizados en control de tolerancias
Otro sistema para medir diámetros por comparación, es el compás:
para interiores:

para exteriores:

MEDIDAS DE PLANITUD:
Estas medidas son principalmente de comparación, se usan para ver si una superficie no está doblada:
Mármol: es una base que puede ser de hierro fundido, acero o mármol. Su superficie esta completamente plana y alisada para poder ser utilizada como herramienta de comprobación de planitudes.

Regla de planitud:

MEDIDAS ANGULARES:
Escuadras cartabones y semicírculos:

escuadra 120º:

Falsa escuadra: Es un instrumento que se emplea para marcar y verificar trabajos angulares. A diferencia de la escuadra, la hoja corrediza puede ser ajustada y fijado a un ángulo determinado para luego trasportar la medida a la pieza de madera a elaborar.

Escuadra con talón (medida indirecta)

Escuadras con otros ángulos:

Goniometro:Funcionan como una falsa escuadra pero poseen un transportador en el cual se puede leer directamente el ángulo.

Galgas de radios:

Galgas de espesores: otra manera más sencilla de comprobar en un marmol o con una regla de planitud, cuanto se ha deformado una supeficie , son distintas chapas con distintos grosores.

MEDIDORES DE ALTURA
gramil:En este vídeo que os pongo nos explica perfectamente como utilizar el gramil para medir alturas
2.LIMADO
El objetivo de el limado es eliminar el material sobrante de una pieza metálica, desbastando o arrancando pequeñas virutas con ayuda de una lima, hasta dejar una forma adecuada a lo que se necesita.
La lima: Una lima es una barra plana o pletina de acero templado, que tiene labrada hileras de pequeños dientes a modo de pequeñas pirámides con picos y filos cortantes.
partes de la lima:

Las limas las hay de distintas formas planas, cuadradas, redondas, etc..

estas limas son para adecuarnos a las distintas formas que tengamos que limar como podemos ver aquí:

DISTINTOS PICADOS DE LAS LIMAS
Picado sencillo:

picado doble:

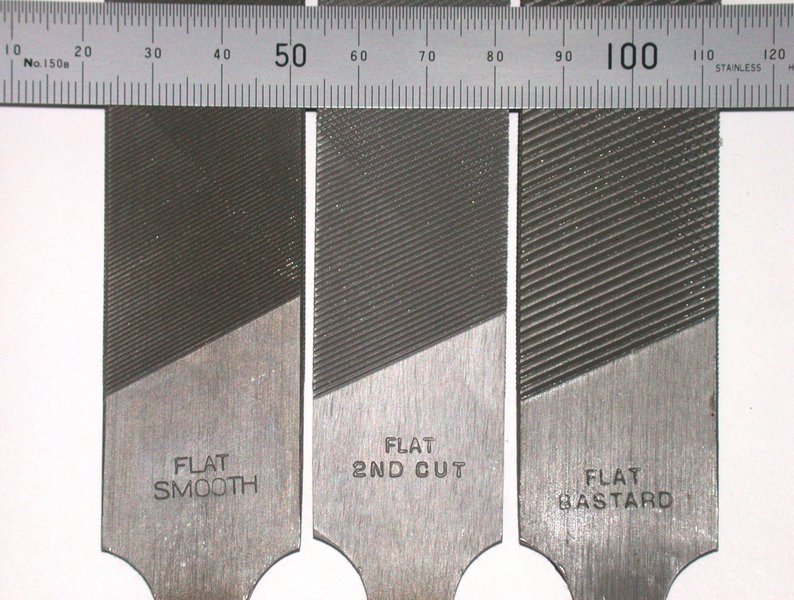
2.2.COMO DISTINGUIMOS EL GRADO DE CORTE DE LAS LIMAS
Éntre otras formas de distinguir entre una lima fina, entrefina y basta es por el número de dientes por centímetro cuadrado mientras mas granos por centimetro cuadrado tenga sera mas fina y al contrario cuanto menos tenga sera mas basta al igual que el papel de lija.
2.3.LIMPIEZA DE LA LIMA
Para quitar los restos de la lima se debe usar la carda, que no es mas que un cepillo de alambre, nunca deberemos intentar limpiar una lima con otra lima y la carda siempre la deberemos utilizar pasándola en el sentido de picado de la lima.

2.4.TIPOS DE LIMAS
Escofina:son limas para madera tienen el intervalo entre dientes mayor que el de las limas bastas de metal.

Limas diamante: estas limas tienen pequeñas partículas de diamantes industriales impregnados en sus dientes y sirven para afinar materiales extremadamente duros, como piedras, cristal, acero o carburo endurecido donde no sería posible hacerlo con las limas normales.

Limas de aguja : son las más pequeñas que se fabrican y se suministran en un estuche con las diferentes formas que existen. Se utilizan cuando el acabado superficial es extremadamente fino y preciso.

Limas para metal:de diversas formas y granulado que son las que hemos mostrado antes las cuales hay de diferentes tipos redondas, cuadradas, triangulares, de media caña y planas.

2.5.PROCESO DE LIMADO
Ahora que conocemos los distintos tipos de limas y cuando hay que utilizarlas os pasare a dar unos consejos basicos sobre como llevar a cabo el proceso de limado.
Lo primero sera preparar la zona en la que vamos a trabajar para que sea lo mas comoda y ergonomica posible el primer paso es situarnos en un tornillo de banco despies sy que sin encojernos podamos tocar con el codo en la mordaza y teniendo el puño cerrado, podamos apoyar la barbilla sobre este.

El segundo paso sera centrar bien la pieza para no dañarla y para que no se nos caiga, o nos cueste más de lo debido terminarla.

Tercer paso posicion a la hora de limar: deberemos colocar un pie atrás de y otro apuntando hacia la pieza a limar el derecho si somos zurdos y el izquierdo si somos diestros, tras esto debemos coger la lima por el mango y punta, después realizar el gesto de avance y retroceso.

Cuarto paso siempre limaremos a la hora del avance en el retroceso levantaremos la lima levemente y la lima debera estar colocada a 45º respecto a la pieza, la mano que colocamos en la punta solo hará la accion de guiar no deberemos hacer fuerza con ella y la que esta en el mango debera estar con el dedo indice apuntando al sentido en el que estamos limando.


3.SERRADO MANUAL
La operación de serrado manual consiste en el corte por desbaste o arranque de viruta del material mediante una sierra de mano, con movimientos de vaivén de la sierra sobre la pieza a cortar.
sierra de arco: Es una herramienta formada por una estructura metálica en la cual se coloca una hoja dentada con dientes pequeños. Esta hoja es intercambiable, es decir, podemos sustituirla en función de la dureza del material a cortar

1-Arco o soporte, 2-hoja de sierra con dientes en un lado (monolateral), 3-asa de la sierra, 4-sujección, 5- taco fijo o punto de fijación, 6-taco móvil, 7-brazo o tensor de hoja de sierra, 8-palomilla o tuerca para tensar hoja de sierra.
Dependiendo de la sierra podemos cortar con la sierra en posición vertical o cuando necesitemos cortar en profundidad y el arco no nos lo permite podemos poner la hoja en vertical y el arco en horizontal.

3.1.HERRAMIENTAS SERRADO
Tipos De Sierras:
-Sierra de mango

-Sierra con asa

-Sierra con arco extensible

3.2.HOJAS SERRADO
La hoja es una cinta o lamina flexible de acero provista de unos dientes tallados que actuan
como herramientas cortantes.

En las caras o lados de la hoja vienen estipulados los datos que la caracterizan además de dos orificios para sujetarla a las fijaciones de la sierra.

Las caracteristicas principales de una hoja sierra son: tamaño, disposicion del dentado, grado de corte y material
Tamaño: Es la distancia que hay entre los ejes de simetria de los agujeros de la hoja de sierra. Los
tamaños en milimetros (tambien se designan en pulgadas)
Disposicion de los dientes: Los dientes de la hoja de sierra van tallados con un angulo de incidencia
de unos 45º, a los dientes se les dispone bien de forma ondulada o bien en forma alternada, para evitar el rozamiento de la pieza con la hoja de sierra en las paredes laterales de la ranura de corte producida
A esta disposición de los dientes se le denomina triscado:


Grado de corte:Se denomina así el numero de dientes que tiene la hoja de sierra por centimetro de longitud o dientes por pulgada.

3.3.MONTAJE DE LA HOJA
Sea cual fuere la posicion de la hoja de sierra con respecto al arco, se apretara la tuerca
palomilla o mariposa, unicamente a mano, estando los dientes orientados hacia la tuerca
palomilla para que su movimiento de corte sea correcto. La hoja se fija a los dados mediante
pasadores.(La hoja no debera quedar ni muy tensa ni floja).
3.4.PROCESO DE SERRADO
El proceso de serrado sera totalmente igual que el que hemos explicado anteriormente para limar el unico dato que debemos tener en cuenta es que iniciaremos el corte con la sierra inclinada y asi poder tomarlo como guia para poder proseguir con el serrado en horizontal.

4.TALADRADO
El taladrado es la operación de mecanizado que realiza un corte mediante una broca al hacerla girar, arrancando viruta y realizando un orifico ciego, pasante, cónico, etc. (distintos diámetros). La herramienta empleada es la broca y la máquina que la hace girar es una taladradora.
Para taladrar primeramente debemos realizar un graneteado para que la broca esté centrada durante el corte y no cabecee. Importante es el lubricar con taladrina la broca durante el corte para al menos prolongar su eficacia.
4.1.HERRAMIENTAS TALADRADO
Empezaremos con la herramienta principal que es el taladro y los distintos tipos:
Los podemos clasificar por su fuente de poder:
-electrico:
Taladro electrico: Es la evolución de los anteriores que surgió al acoplarle un motor eléctrico para facilitar el taladrado. Es una herramienta imprescindible para cualquier bricolador. Su versatilidad le permite no solo taladrar, sino otras muchas funciones (atornillar, lijar, pulir, desoxidar, limpiar, etc) acoplándole los accesorios necesarios.

neumatico:
taladro neumatico: misma funcion que el electrico pero en ved de ir conectado a la red electrica va a la neumatica.

hidraulico: la misma funcion que el electrico y el neumatico pero funciona por suministro de una red neumatica.

-por su soporte:
de mano:
Taladro manual: Se puede decir que es en el que el "motor" somos nosotros mismos. Pueden ser:
Barrena: Es la herramienta más sencilla para hacer un taladro. Básicamente es una broca con mango. Aunque es muy antigua se sigue utilizando hoy en día. Solo sirve para taladrar materiales muy blandos, principalmente maderas.

Berbiqui: Es la herramienta manual antecesora del taladro y prácticamente está hoy día en desuso salvo en algunas carpinterías antiguas. Solamente se utiliza para materiales blandos.

Taladro manual de pecho: Es como el anterior, pero permite ejercer mucha mayor presión sobre la broca, ya que se puede aprovechar el propio peso apoyando el pecho sobre él.

-De mesa:
taladro de mesa: cumple la misma funcion que el de columna pero con menores dimensiones

Por su función existen:
percutor/rotomartillo: es un taladro con una percusión (eléctrica, neumática o combinada) mucho más potente (utiliza más masa) y es imprescindible para perforar determinados materiales muy duros, como el hormigón, la piedra, etc, o espesores muy gruesos de material de obra.

Taladro de columna: utilizada para perforar un material predeterminado mediante el arranque de viruta. La forma que posee esta maquinaria otorga precisión y alta calidad, destacándose su sencillez en el manejo.
El taladro posee dos movimientos, la rotación de la broca, que es otorgada por el motor, y el avance de penetración que se efectúa manualmente.


La principal ventaja de este taladro es la absoluta precisión del orificio y el ajuste de la profundidad.
PARTES PRINCIPALES TALADRO COLUMNA:
Mesa: Se puede desplazar para situar en posición adecuada la pieza bajo el husillo de taladrar.
Palanca avance manual:El avance puede ser manual, sensitivo, actuando el operario con su mano derecha sobre la palanca de avance.
Cono morse: es un eje con forma de conicidad estandarizada en una de sus extremos (eje en el que encaja el mandril porta brocas)
Mandril porta brocas:es la pieza que sujeta la broca, está dotado con una llave especial, dentada para montar y desmontar la broca.
Mecanismo de velocidades del motor: consta de dos poleas escalonadas que son las piezas montadas sobre el eje del motor, y el husillo funcionan como los platos y piñones de una bicicleta para dar mas o menos velocidad dependiendo de la medida de broca que vayamos a utilizar "estan conectadas por una correa

Correa: es una banda de lona y caucho con sección trapezoidal encargada de transmitir el movimiento de la polea principal que es la que gira gracias a un motor electrico a la polea secundaria que es la que proporciona el movimiento a la broca.
Motor: es el que proporciona el movimiento y según el tamaño de la maquina
Taladro fresador:En esta máquina , la herramienta permanece girando mientras que la pieza se mueve cuando se mecaniza Se fresa cilindrando o fronteando. Hay distintos tipos de taladro fresador: horizontal, vertical, y universal.

Taladro de bandera: Guarda ciertas similitudes con el taladro de columna sin embargo el taladro de bandera tiene un husillo que puede girar alrededor de la columna y la cabeza puede colocarse a diferentes distancias. Esto permite taladrar en cualquier lugar de la pieza dentro del alcance de la maquina. Esta es la principal diferencia con el taladro de columna que mantiene una posición fija del husillo.

4.2.TIPOS DE SISTEMAS DE ARRASTRE
los sistemas de arrastre son los encargados de dar la velocidad que necesitemos para trabajar a las brocas para hacernos una idea como hemos dicho antes son como el cambio de una bicicleta o el de un coche estos pueden ser a mano o por medio de engranajes,por medio de correas y poleas o por sistema hidráulico variador de frecuencia
A mano: Seremos nosotros los que daremos la velocidad a la broca por medio de nuestro brazo.

Por medio de correas y poleas; ya lo hemos explicado anteriormene en el taladro de columna

por medio de engranajes: la caja de los engranajes esta montada en la parte superior de la columna, aloja a los engranajes impulsores del husillo junto con los elementos para el cambio de las velocidades.

por variador de frecuencia: es un sistema para el control de la velocidad rotacional de un motor de corriente alterna (AC) por medio del control de la frecuencia de alimentación suministrada al motor.
puede seleccionarse una velocidad cualquiera dentro de un rango de velocidades, hasta una velocidad máxima

4.3.HERRAMIENTAS DE CORTE
brocas: Es la herramienta de corte que tiene generalmente dos filos y está hecha de acero rápido (metales). Forma un cilindro que tiene dos hélices practicadas en este terminando en sus filos. Generalmente los filos y hélices van en sentido a derechas (aunque también hay brocas a izquierdas).

Brocas para metal:
- HSS LAMINADA. Es la más económica de las brocas de metal. Es de uso general en metales y plásticos en los que no se requiera precisión. No es de gran duración.
- HSS RECTIFICADA. Es una broca de mayor precisión, indicada para todo tipo de metales semiduros (hasta 80 Kg./mm²) incluyendo fundición, aluminio, cobre, latón, plásticos, etc. Tiene gran duración.

- HSS COBALTO RECTIFICADA. Son las brocas de máxima calidad, y están recomendadas para taladrar metales de todo tipo incluyendo los muy duros (hasta 120 Kg./mm²) y los aceros inoxidables. Tienen una especial resistencia a la temperatura, de forma que se pueden utilizar sin refrigerante y a altas velocidades de corte.

Broca Cónica HSS Titanio. Utilizaremos este tipo de broca, cuando necesitemos desplazar un orificio, en un carril DIN perforado, ya que con una broca normal no se podría perforar correctamente. También utilizaremos este tipo de brocas, en la preparación de la máquina de troquelados.

Coronas o brocas de campana: para hacer orificios de gran diámetro, se utilizan las coronas o brocas de campana. Estas brocas las hay para todo tipo de materiales (metales, obra, madera, cristal). Consisten en una corona dentada en cuyo centro suele haber fijada una broca convencional que sirve para el centrado y guía del orificio. La más utilizada en bricolaje es la de la siguiente foto, que incluye variedad de diámetros en una sola corona.

fresas:Las fresas son herramientas de corte de forma, material y dimensiones muy variados de acuerdo con el tipo de fresado que se quiera realizar

Taladrina:La taladrina o aceite de corte es un producto compuesto por agua y aceites que se utiliza como lubricante y refrigerante alarga la vida de las herramientas y reduce la fricción (no es una herramienta de corte pero si es una herramienta utilizada a la hora de cortar)

4.5.AFILADO DE BROCAS
El angulo de la punta a de ser de 118 grados como muestra la figura 2.
cada cara de la punta de la broca debe inclinarse hacia abajo unos 12 grados como muestra la figura 3.



Con estos simples datos y practica se pueden afilar la mayoría de nuestras brocas romas.
Al usar la piedra de esmeril en el afilado debe usarse la protección adecuada para este trabajo como puede ser el uso de guantes y gafas protectoras.
4.6.SISTEMAS DE SUJECIÓN DE ÚTIL
Manguitos: Cuando el husillo tiene el agujero mayor que el cono de la broca, se emplean unos casquillos o manguitos reductores con cono morse, tanto por el exterior como por el interior.

Portabrocas. Las brocas cilíndricas suelen sujetarse por medio de unas pinzas, llamadas portabrocas. Deben mantener las brocas perfectamente centradas y con fuerza suficiente para que no giren durante el taladrado.

4.7.SUJECIÓN PIEZAS EN EL TALADRO
El soporte vertical fija el taladro verticalmente convirtiéndolo en uno de columna. Esto es muy adecuado para mejorar la precisión del taladro y para poder ajustar la profundidad cuando se trate de un orificio ciego

Cuando queramos sujetar firmemente la pieza a taladrar se hará necesario el uso de un mordaza que lo fije a la base del soporte vertical

Cuando necesitemos sujetar firmemente la pieza u objeto a taladrar, necesitaremos la ayuda de un tornillo de banco o unos sargentos o gatos.


4.8.MEDIDAS DE SEGURIDAD
Equipo recomendado para el mecanizado con estas herramientas:

(los guantes a la hora de usar los taladros no son recomendables)

Guarda o tapa de seguridad del motor.
Guarda o tapa de seguridad de las poleas.
Guarda o tapa de seguridad del husillo.
Guarda o tapa de seguridad de la cuerda.
Guarda o tapa de seguridad de la broca o herramienta de trabajo.
Esta última pieza es muy peligrosa cuando esta descubierta, especialmente cuando el taladro es de gran tamaño y se taladra metal, pues se desprenden virutas afiladas que pueden causar accidentes.
RECOMENDACIONES PARA UNA BUEN USO DE LOS TALADROS
Esta maquina por su diseño no ofrece riesgos aparentes, y los casos de accidentes se presentan por imprudencia de los operarios.
Use ropa de trabajo adecuada, manga corta o recogida y nunca use guantes para trabajar en el taladro.
Si usted usa el pelo largo, cubralo adecuadamente cuando este trabajando en el taladro.
Emplée dispositivos y prensas para sujetar las piezas que va a barrenar.
No admita distracciones durante el trabajo en la máquina.
Antes de prender la máquina, verifique si tiene suficiente espacio para maniobrar.
Antes de prender la máquina quitese anillos y reloj.
No deje nada al azar, verifique que todo en la máquina está funcionando correctamente.
5.ROSCADO
Consiste en realizar la rosca helicoidal en una varilla (tornillo) o agujero (tuerca) arrancando viruta del material este proceso le podemos realizar mediante 2 métodos:
Manual: con machos y terrajas son herramientas de corte usadas para mecanizar las roscas de tornillos y tuercas en componentes sólidos tales como, metales, madera, y plástico.
Mediante maquinas: tanto taladradoras y fresadoras, como en tornos
5.1LA ROSCA
Es la mecanización helicoidal interior (tuercas) y exterior (tornillos, espárragos, husillos) sobre una superficie cilíndrica. Estas formas tienen la finalidad de usarse como sistema de unión y sujeción.
Paso: Es la distancia que hay entre dos filetes consecutivos. Los pasos de rosca están normalizados de acuerdo al sistema de rosca que se aplique.

Diámetro exterior de la rosca: Es el diámetro exterior del tornillo. También están normalizados de acuerdo al sistema de rosca que se utilice.
Diámetro interno: diametro entre vano y vano
Diámetro externo: el de la varilla que rosquemos
Ángulo de la hélice de la rosca
Vano: es lo que os e sañalado con la flecha negra es el espacio entre filete y filete
Flanco: es la cara lateral del filete
creta: La punta del filete
paso: es la distancia que hay de cresta a cresta
-dentro de las roscas tambien tenemos:

(rosca a derechas apretamos en el sentido de las agujas del reloj y la rosca a izquierdas al contrario).
-Para comprobar el paso de una rosca tenemos distintos metodos:
Directa:
mediante galgas

Calibre o regla; mediremos 10 crestas y lo dividiremos entre 10 para saber el paso entre ellas

Indirecta:
Enfrentando dos tornillos: a modo de comprobación si enfrentamos las roscas de dos tornillos del mismo paso coincidirán

(como los vemos en la foto los enfrentaremos y tendrá que coincidir las crestas de uno con los vanos del otro)
Calibres pasa y no pasa roscas hembra y macho

5.2.HERRAMIENTAS ROSCADO
machos:es una herramienta manual cuyo eje está contenido en el plano y en torno a él se dibuja una trayectoria helicoidal. Este elemento se utiliza para roscar la parte hembra

terrajas :Una terraja o tarraja de roscar (también llamado cojinete roscado) es una herramienta manual de corte que se utiliza para el roscado manual de pernos y tornillos,

virador: es el elemento con el que giramos los machos y las terrajas

5.3.ROSCA HEMBRA
Cuando roscamos manualmente, seguimos los siguientes pasos pasos:
1-Se marca y taladra la pieza con el diámetro adecuado en función del tamaño de la rosca el taladro siempre deberá ser de menor diamétro que la rosca a realizar.
2-Limpiamos y lubricamos la zona a roscar para disminuir el rozamiento.
3-Colocamos el primer macho (suele estar marcado con un único anillo) en el maneral, procurando
siempre que este sea perpendicular al agujero. Este macho inicia y guía la rosca. Para hacerlo
adecuadamente, giramos dos veces hacia delante y una hacia atrás (para desenganchar la viruta).
4-Pasamos el segundo macho (este tiene dos anillos) girando una vuelta hacia delante y media hacia
atrás. Este desbasta la rosca
5-Por último pasamos el tercer macho (este ya no tiene ningún anillo). Este pule y calibra la rosca.

5.4.ROSCA MACHO
- Determine la rosca que va a efectuar.
- La varilla tendrá que tener el diámetro nominal de la rosca.
- Coloque la terraja en el maneral con sus orificios de centrado, enfrentados a los tornillos de fijación (3)

- Asegure bien la terraja en el maneral con la ayuda de los tornillos de fijación.
- Ajuste la terraja a su máxima apertura, para que en su pasada "coma"lo menos posible.
- Con la varilla completamente vertical, coloque la terraja perpendicular a la varilla (4).

- Empiece a girar la terraja hacia la derecha una vuelta y retroceda 1/4 de vuelta..., así cada vez hasta conseguir roscar toda la longitud de varilla que desee (acuérdese de lubricar de vez en cuando).
- Una vez realizado este primer fileteado, cierre el diámetro interno de la terraja y proceda a una segunda pasada para realizar el fileteado definitivo (5).

Un truco
Si limamos un poco la parte superior de la varilla haciendo un poco forma de cono, la entrada de la terraja será más fácil.
Estos mismos procesos también los podemos realizar para regenerar roscas en mal estado.
5.5.SISTEMAS PRINCIPALES DE ROSCA
Los sistemas principales de roscas para tornillos son: MÉTRICA, WHITWORTH, SELLERS, GAS, SAE, UNF, etc. en sus versiones de paso normal o de paso fino.

Rosca metrica: El sistema de rosca métrica es una familia de pasos rosca estandarizada basada en el SI (1946). Sus ventajas incluyen la resistencia a la tracción, debido al gran ángulo del hilo de rosca. Entre sus defectos está el hecho de que según la posición de los hilos de la rosca puede perder eficacia.(la mas habitual en mecanica)



rosca withwort: El sistema Whitworth, normalizado en Francia es la forma de rosca de mayor antigüedad conocida. Es debida a Joseph Whitworth, que la hizo adoptar por el instituto de ingenieros civiles de Inglaterra en 1841. Sus dimensiones básicas se expresan en pulgadas inglesas. Su forma y dimensiones aparecen detalladas en la norma DIN 11( hay whitworth de tornilleria que se mide en hilos por pulgada y es 1 pulgada 25,40mm y de gas que es 1 pulgada 33,25mm)
Rosca sellers: La forma estándar de rosca en los EEUU es la nacional americana (American Nationial) llamada también rosca seller. Esta forma es también la base del estándar de las roscas unificadas para tornillos de los EEUU Canadá y gran bretaña, y como tal se le conoce como rosca unificada.En la Rosca Nacional Americana, el ángulo de la rosca es de 60º. En estas roscas el paso queda determinado por el numero "Z" de filetes por pulgada. Por lo tanto el paso es: 25,4mm

Podemos dar por finalizada esta ultima entrada, espero que os haya dejado buen saborcillo de boca pero no haberos conseguido llenar el estomago, sino con ganas de mas porque como ya os he dicho al principio, esto no acaba aqui sino que seguiremos con las entradas para la segunda evaluacion rapidamente, siento tener que despedirme, perooo...
byee byee bloguerzueloss!!

{kind=link}
No hay comentarios:
Publicar un comentario